合理的焊口结构是保证最佳焊接效果的关键条件之一,各种焊口设计又取决于多种因素,如材料类型、零件形状和焊接要求(即强度、密封、外观等)。
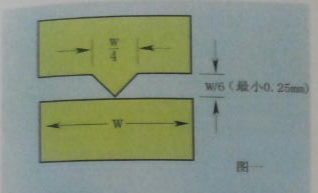
图一标示典型的导能焊线设计。对于某些需要高能量的树脂(即晶型、低刚度或高熔点的非晶型),其导能焊线尺寸应同比加大1.5~2倍。当焊件没有密封要求时,则焊线可以设计成断续的,以减少能量损耗。
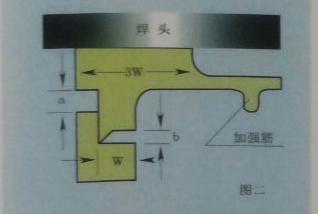
图二表示外侧遮蔽的焊口设计(必要时也可设计成双向遮蔽),这样可避免向外溢料,以保证外观质量。设计时应保证a>=b
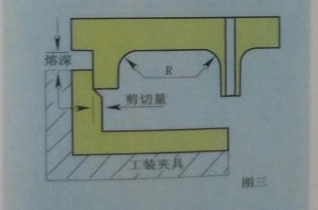
图三表示需要严密封接时所用的剪切焊接发。特别适合于晶型树脂(PP、PE、Nilon、POM等),对于超过焊件本体强度的连接要求,建议熔深为壁厚1.25倍。剪切量与焊件尺寸成正比,一般取值0.2~0.5MM。剪切焊件的夹具必须限制下工件向外挠曲变形,而声头与上工件作用面应尽可能靠近焊口(像是一个盖子),以防上工件向内挠曲。
下一篇我们会继续讲解超声波焊接的焊口设计相关知识,希望感兴趣的朋友会继续关注威海凯旋超声波的相关技术支持及新闻动态,如果您对我们的产品有需要或者想要了解的欢迎来电咨询,也可以给我们在线留言,威海凯旋超声波焊接竭诚欢迎您的来电。期待与你的合作。

